

High-Quality Cryogenic Air Separation Units from Leading Chinese Manufacturers
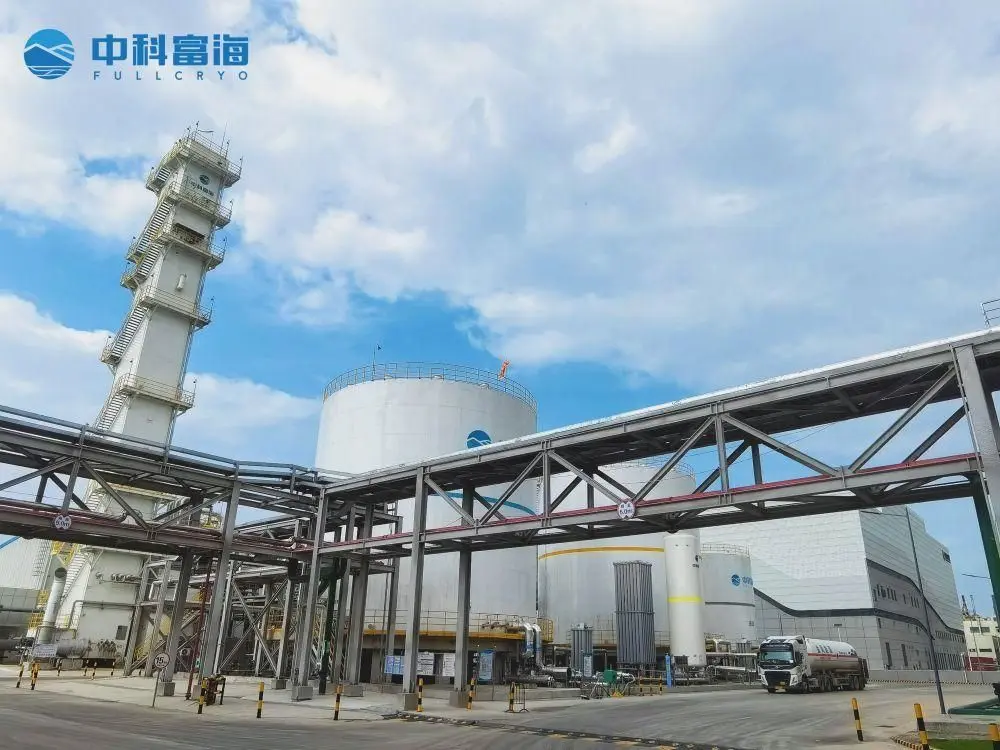
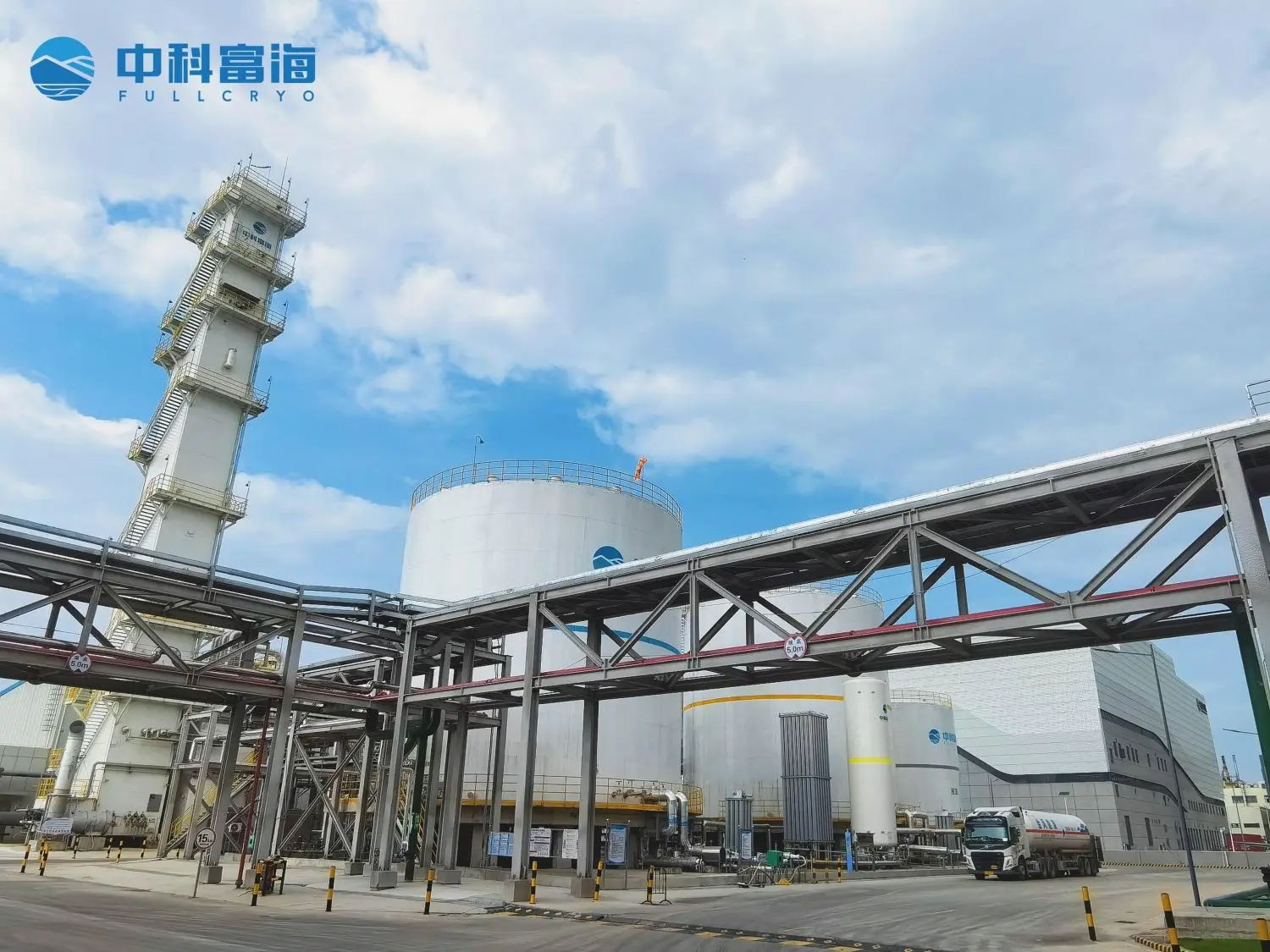
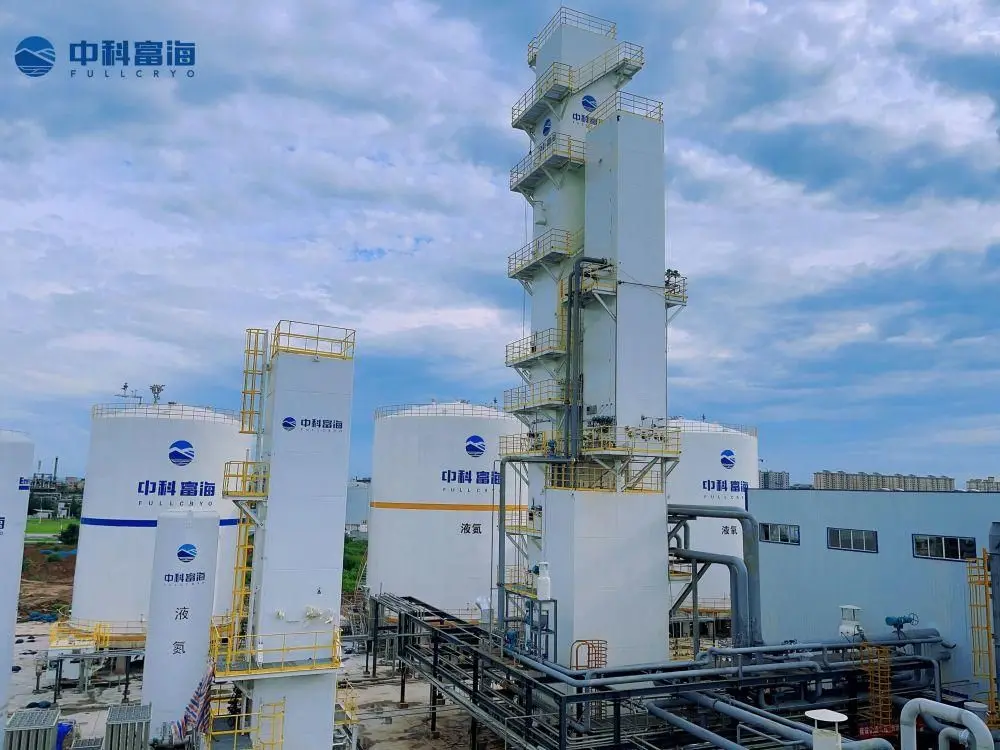
Experience unparalleled cryogenic air separation technology with our state-of-the-art unit from Beijing Sinoscience Fullcryo Technology Co., Ltd. Our advanced cryogenic air separation unit efficiently separates air into its primary components—oxygen, nitrogen, and argon—offering exceptional performance and reliability. Designed for a variety of industrial applications, it ensures a continuous supply of high-purity gases suitable for medical, chemical, and manufacturing needs. Safety and efficiency are at the forefront of our design, backed by a team of experts committed to providing comprehensive customer support and technical assistance. Trust our cryogenic air separation unit for consistent quality and unmatched reliability in gas production, joining a list of satisfied customers who have chosen Beijing Sinoscience Fullcryo Technology Co., Ltd.








- High-Quality Liquid Nitrogen Transport Container
- CE Certification Medical Oxygen Generation Plant
- CE Certification Dewar Liquid Nitrogen Container
- High-Quality Kdoar Oxygen Argon Separation Plant
- CE Certification Cryo Dewar Liquid Nitrogen Tank
- CE Certification Rare Gases Purification Systems
- Cryogenic Stainless Steel Storage Tank Suppliers
- Liquid Helium Refrigeration System Manufacturers
- Helium Concentration In Raw Helium Manufacturers
- China Large Capacity Hydrogen Liquefaction Plant